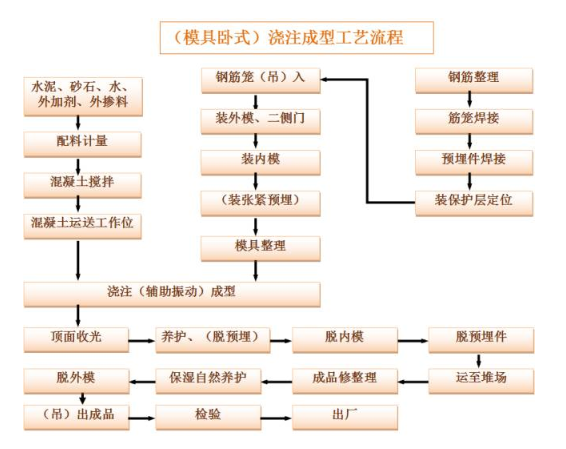
帶模養(yǎng)護��、澆注成型工藝
澆注成型工藝按混凝土流動性能情況����,一 般加高頻輔助振動��,工藝優(yōu)點為成型工藝簡單��、小批量生產(chǎn)靈活��、產(chǎn)品外觀光滑����、漂亮���、產(chǎn)品精度高,可生產(chǎn)大規(guī)格����、異形、多孔的箱涵產(chǎn)品���。工藝缺點為規(guī)模生產(chǎn)時模具投入大(- 般每天周轉(zhuǎn)-一次)��、產(chǎn)能小���、工人勞動強度大,相對立即脫模工藝方式��,原輔材料����、人工及其它生產(chǎn)成本高。

帶模養(yǎng)護���、澆注成型工藝|
異形箱涵一般采用澆注成型
臥式澆注成型���、立式澆注成型
澆注成型工藝按模具放置方向分為橫向臥式(箱涵的放置狀態(tài)與以后的使用一致)和豎向立式成型���,橫向成型的二側(cè)承插口隨模具成型,上部平面作抹平處理����,相比更容易箱涵的承插口精度,但由于底板注入混凝土不如豎向成型通暢��,對混凝土的工作性能(主要是混凝土的和易性��、流動度���、消氣等)要求較高